|
1983年,日本住友公司的两位研究人员对标准PDC金刚石层的表层进行了脱钴处理,使PDC齿的性能得到了大幅提高。然而,这项发明并未受到应有的重视。直到 2000年后,随着人们对PDC金刚石层理解的加深,钻头供应商们才将此项技术应用到了岩石钻进的PDC齿上。用这种方法处理过的PDC齿适用于热机械磨损很大的高研磨性地层,通常也被称之为“脱钴”齿。PDC的检测方法与应用。
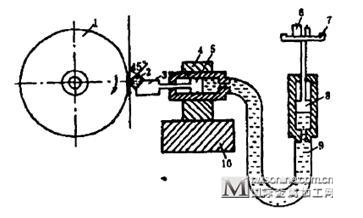
一、PDC的热磨损与脱钴处理 在PDC的高压烧结过程中,钴会起到一种催化剂的作用促成金刚石与金刚石的直接结合并使金刚石层与碳化钨基体成为整体,其结果就产生了既有高韧性又有优良耐磨性的适合于油田地质钻探的PDC切削齿。 金刚石的耐热性十分有限,在大气压力下,金刚石表面会在900℃或更高温度下转化为石墨 。在使用过程中,传统的PDC会在750℃左右发生蜕变,而PDC在既硬又有研磨性的岩层中钻进时会由于磨擦热而很容易达到这一温度,而瞬时温度(即显微层次的局部化温度)会更高,远远超过钴的熔化温度(1495℃)。 与纯金刚石相比,由于钴的存在,金刚石会在更低的温度下转化为石墨。这样一来,金刚石的磨损便是由于局部磨擦热的影响所发生的石墨化所造成的。此外,钴的热膨胀系数远大于金刚石,在加热过程中,金刚石晶粒间的结合会由于钴的膨胀被破坏。 1983年,日本住友公司的两位研究人员对标准PDC金刚石层的表层进行了脱钴处理,使PDC齿的性能得到了大幅提高。然而,这项发明并未受到应有的重视。直到 2000年后,随着人们对PDC金刚石层理解的加深,钻头供应商们才将此项技术应用到了岩石钻进的PDC齿上。用这种方法处理过的PDC齿适用于热机械磨损很大的高研磨性地层,通常也被称之为“脱钴”齿。 所谓“脱钴”是以传统方式制作成PDC以后,其金刚石层表面被浸在强酸中通过酸蚀过程清除掉钴相。清除钴的深度可达200微米左右。 对两个同样的PDC齿(其中一个齿的金刚石层表面进行了脱钴处理)进行了重载耐磨试验。在切削了5000m的花岗岩石后发现未脱钴PDC的磨损速度开始急剧加快,相对而言,脱钴PDC在切削大约15000m岩石的过程中保持了相对稳定的切削速度。 二、PDC的检测方法 检测PDC齿的方法可分为两类,即破坏性检测和非破坏性检测 。 1、破坏性检测 这些检测方法意在尽可能逼真的模拟井下条件以评估切削齿在这类条件下的性能,两种主要形式的破坏性检测是耐磨性测试和抗冲击测试。 (1)耐磨性测试 三种类型的设备被用于进行PDC耐磨性测试: A、立式车床(VTL) 试验时先将PDC齿固定到VTL车床上,在PDC齿的旁边安放一块岩样(通常是花岗岩)。然后让岩样环绕车床的轴线以一定的速度旋转,PDC齿以一定的切削深度切入到岩样中,在用花岗岩进行试验时,该切削深度一般要小于1mm。 这种测试可以是干式的也可以是湿式的。在“干式VTL试验”中,当PDC齿切削岩石时不对其进行冷却,所产生的全部摩擦热都会进入到PDC中,使得金刚石石墨化的进程加快。在检测需要用于高钻压或高转速条件下的PDC齿时采用这种试验方法可取得很好的效果。 “湿式VTL试验” 通过在测试期间用水或空气冷却PDC齿而检测在中度受热条件下PDC的寿命。所以,这种试验的主要磨损源是岩样的研磨性而不是受热因素。 B、卧式车床 这种测试也是用花岗岩进行的,其试验原理与VTL基本相同,试验的时间只有几分钟,且花岗岩与PDC齿相互作用的热冲击十分有限。 PDC齿供应商使用的花岗岩测试参数会有所不同,例如,美国合成公司和DI公司使用的试验参数就不完全一样,但他们试验所用的花岗岩材料却是相同的,一种孔隙度极小,抗压强度为190MPa的粗到中晶粒的聚晶火成岩。 C、磨耗比测定仪 在规定的条件下,用PDC的金刚石层修整碳化硅砂轮,以砂轮的磨耗量和PDC的磨耗量之比,作为PDC的耐磨性指标,称为磨耗比。
(2)抗冲击性测试
抗冲击测试的方法是将PDC齿倾斜15-25度安装,然后再从一定高度上下落一个物体让其垂直冲击PDC齿上的金刚石层。下落物体的重量和高度表明试验齿所受的冲击能量等级,这种能量可逐渐升高到100焦耳。每个齿可被冲击3-7次,直到齿不能再被测试后为止。一般而言,在每个能量等级下要检测每种类型齿的至少10个样品。由于齿对冲击的抵抗力有一个范围,所以在每个能量等级的检测结果是每个齿冲击后金刚石剥落面积的平均值。 2、非破坏性检测 目前采用最多的非破坏性检测技术(除了目检和显微镜检验以外)是超声波扫描(C-scan)技术。 C扫描技术能够检测出很小的缺陷并判断出缺陷的位置和大小。做这种测试时,首先要将PDC齿放置到一个水槽中,然后再用超声波探头进行扫描。
版权声明
“特别声明:以上作品内容(包括在内的视频、图片或音频)为用户上传并发布,本平台仅提供信息存储空间服务。
Notice: The content above (including the videos, pictures and audios if any) is uploaded and posted by the user , the platform merely provides information storage space services.”
本文地址: https://www.amtbbs.org/thread-7994-1-1.html
|  |联系我们|法律声明|用户协议|AMT咨询|商务合作|会员入驻|积分充值|积分商城|积分奖励规则|TradEx全球购|加入QQ技术群|添加企业微信|加入微信技术群|文章投稿|手机版|小黑屋|
世界先进制造技术论坛™(简称AMT™, 制造知网™)
( 沪ICP备12020441号-3 )
|联系我们|法律声明|用户协议|AMT咨询|商务合作|会员入驻|积分充值|积分商城|积分奖励规则|TradEx全球购|加入QQ技术群|添加企业微信|加入微信技术群|文章投稿|手机版|小黑屋|
世界先进制造技术论坛™(简称AMT™, 制造知网™)
( 沪ICP备12020441号-3 )






 发表于 2016-8-23 14:59:51
发表于 2016-8-23 14:59:51


{kind=link}