|
本文以某公司为例,对发动机正时链条盖的快速样件加工工艺、夹具设计方案与夹具功能特点, 进行了详细的分析,并提出了CNC 加工工序中遇到的制约生产的技术问题产生的原因,给出了具体可行解决方案。
图1、2 为某汽车公司的一款乘用车发动机使用的发动机正时链条盖,此链条盖用于2.0 和2.0T 两款高性能发动机上。在开发初期发现并改进新产品设计缺陷,避免新产品投产后造成的设变成本损失,快速样件正好是用于发动机在前期开发前期性能测试、缺陷的发现以及验证产品的验证特殊特性。由于模具和夹具的开发周期较长,为了缩短汽车在研发过程中的周期,往往用铝块进行快速加工,使得前期的开发时间以及开发成本大大降低。这也是为什么很多产品样件都是使用快速加工的原因之一。
情况分析
在做此类产品的时候往往要考虑的有两个方面,一是产品的精度,另外一个就是产品在教工过程中如何防止产品的变形。最初使用的材料是T6 的只是做过人工时效,但是当粗加工完成后发现产品变形量达到了0.8MM 以上。后来更改加工工艺:将产品两序粗加工完成后进行精加工,最后发现产品的变形量达到了2.0MM,产品变形量已经远远超出了合理的范围,无法继续进行加工。经过当场分析,发现是材料内部应力集中造成, 可是如果需要将材料时效需要很长时间,但客户的订单周期时间很短。 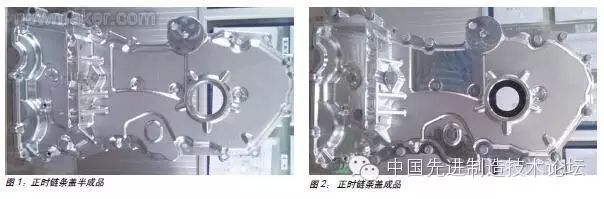
通过查阅资料,选用的另外一种材料是6061 铝板型号为T651。一般情况下,T6 的内应力会比较大,加工会变形,最适合加工的状态应该是T651,它是在T6 的基础上进行拉伸,消除内应力 6061 铝合金的主要合金元素是镁与硅,并形成Mg2Si 相。若含有一定量的锰与铬,可以中和铁的坏作用; 有时还添加少量的铜或锌,以提高合金的强度,而又不使其抗蚀性有明显降低。买回来T651 的材料后,进行加工后发现产品的平面度在0.15MM 以内,我们要控制是产品的平面度不超过0.4MM,完全合格。
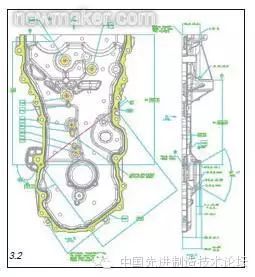
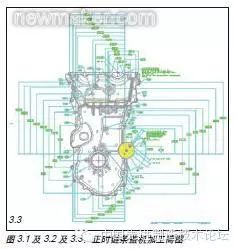
图3 正时链条盖机加工简图,链条盖和其它汽车零件相比,易变形,加工精度高,装配表面质量要求高。此零件是发动机总成的部件之一,有着严格的装配尺寸要求和较高的形位公差精度。零件最大外形尺寸511×3100×81.75。铝料的规格为650×320×85. 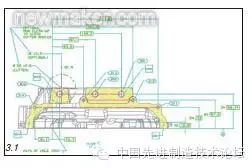
设计方案
产品的加工工艺分为3 个序进行加工,一序加工链条盖内侧, 并且将所有周边过孔在一序全部加工出,另外需要用到二序的定位孔,位置度收严到0.05MM(如图4)。 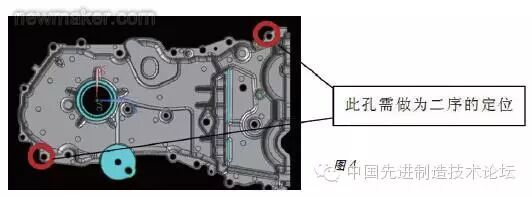
根据零件的结构和技术要求,经反复分析讨论,确定了零件机加工分三序进行加工:
OP10 工序加工采用立式数控加工中心进行加工,通过铝块的T 型槽将铝块压在机床上。加工铝块的两面以及X 方向和Y 方向基准加工,并且粗加工铝块( 如图5). 粗加工结束后对产品进行精加工,周边过孔加工以及销钉孔的加工。这样的工艺是保证所有孔在同一序加工,保证了孔的位置度。 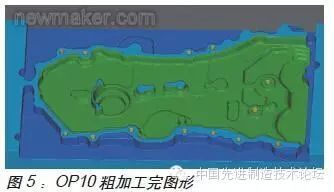
产品的精度以及外观要求我们在加工之前也必须要做一个评估,如果精度要求很高我们就必须要增加半精加工,但是此链条盖的关键部位在于定位销钉的位置度,周边过孔的位置度以及最重要的油封孔的位置度,所以对产品外观的精度要求不是很高,只要清角到位即可。 
OP20 工序加工采用立式数控加工中心,采用典型的一面两销(固定销)定位夹紧方案,以零件A 基准端面及两周边过孔作为基准定位销孔2-Φ10+0.087 +0.067 实现定位(如图4),加工背面整体外形, 但在加工背面整体外形的时候需要考虑装夹压紧部位(如图7),所以我们在加工过程中分为三个步骤:第一,粗加工中部区域,粗加工完进行精加工,以及清角。第二:将四个(M10)内六角螺栓固定住产品进行粗加工周边的材料,并精加工完外形。第三:最后精加工与缸盖罩的密封面,以及三个M12 牙的端面。 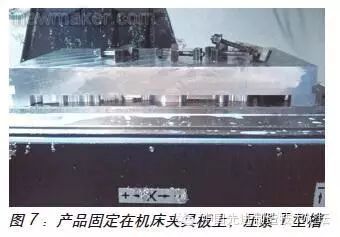
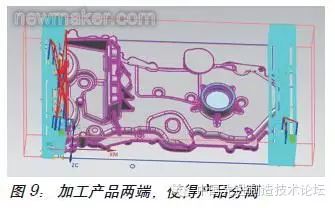
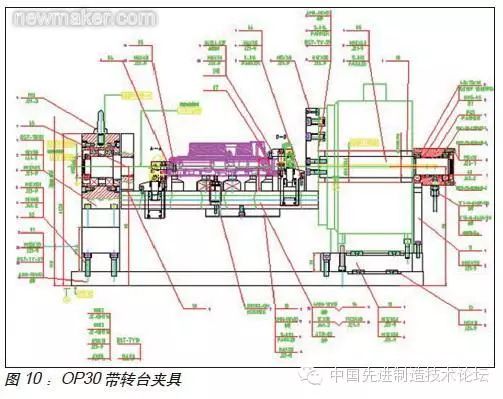
OP30 工序加工采用立式数控加工中心带A 轴回转的加工中心桥式夹具, 夹具结构同OP10 工序一样,采用典型的一面两销(固定销)定位夹紧方案, 以零件A 基准端面及B 基准定位销孔2-Φ5.95+0.087 +0.067 实现定位,加工油封孔、6 个M6 牙孔以及3 个M12 牙孔; A 轴回转+90°,加工3-M12 以及4-M6 牙孔。( 如图10) 
机床全部选用美国产HAAS VF3SS 立式加工中心, 机床数控操作系统为HAAS 专用的操作系统, 主轴采用12000rpm 的有色金属切削专用主轴, X/Y/Z 运动行程1016/508/735 mm, 机床工作台尺寸1219×457 mm,X/Y/Z 定位精度±0.0050mm, 重复定位精度±0.0015mm。夹具转台选用HAAS HRT310 规格。
加工工艺关键点:主要是考虑产品的变形问题,工艺的安排,刀具的定制,在整个生产过程中重要尺寸部位油封和销钉孔都是使用的复合刀具,且精加工刀具全部采用PCD 镗刀和铰刀。这样大大提高了产品的表面质量,尺寸精度以及使用寿命。
问题
零件在加工过程中陆续了出现了一些问题,主要体现在以下方面:
1,OP10 工序的A 基准端面的加工平面度0.4MM,刚刚开始选用的材料是T6 规格的,经过人工时效处理过,但内部应力没有完全去除。更换了T651 材料后此问题解决。
2,OP10 工序的B、C 基准定位销孔2-Φ5.95+0.087 +0.067 铰孔过后出现位置度超差,以及中心距242.0±0.05 mm超差, 也是由于产品变形所致。此产品很可惜就报废了。
3,OP10 工序在精加工过程中D8R0.5 的牛鼻刀出现掉刀现象,这个主要原因是由于精加工的余量偏大,在加工过程中进给很快使得刀具掉刀,不过出现这种情况后将产品下降2 个MM,此产品能挽救回来。
4,OP20 在加工完后发现产品的表面有压伤情况,最后查出原因就是粗加工的部分铝屑跑进了产品的加工面下面,然后螺栓在一锁紧就造成了产品压伤。在产品粗加工结束后将产品拿下来清理干净接触面,随后在将产品压紧,此问题得到了有效控制。
结论
通过不断的更改尝试,工艺的优化,最终按时完成了客户的订单。此次加工过程中,我们也掌握了一套自己的快速样件加工技巧,用最有效的时间,最节约的成本来创造出最大的利益。
版权声明
“特别声明:以上作品内容(包括在内的视频、图片或音频)为用户上传并发布,本平台仅提供信息存储空间服务。
Notice: The content above (including the videos, pictures and audios if any) is uploaded and posted by the user , the platform merely provides information storage space services.”
本文地址: https://www.amtbbs.org/thread-2585-1-1.html
|  |联系我们|法律声明|用户协议|AMT咨询|商务合作|会员入驻|积分充值|积分商城|积分奖励规则|TradEx全球购|加入QQ技术群|添加企业微信|加入微信技术群|文章投稿|手机版|小黑屋|
世界先进制造技术论坛™(简称AMT™, 制造知网™)
( 沪ICP备12020441号-3 )
|联系我们|法律声明|用户协议|AMT咨询|商务合作|会员入驻|积分充值|积分商城|积分奖励规则|TradEx全球购|加入QQ技术群|添加企业微信|加入微信技术群|文章投稿|手机版|小黑屋|
世界先进制造技术论坛™(简称AMT™, 制造知网™)
( 沪ICP备12020441号-3 )






 发表于 2016-1-18 09:12:22
发表于 2016-1-18 09:12:22


{kind=link}