�������ڸ��ٹ�·�Ϸɱ��۳ҵ�ʱ����һ·�Ĺ����������֮�£�˭�������������������ǣ�����Ϊ��������ķ���������֮��������Ϊ����������ԴȪ��������ֱ��Ӱ�����������ͺġ��ŷźͶ������ܣ������������켼��Ҳ�������ҵ�����ԡ� �й����������켼�������Ÿ��١����ܡ����Ϻͻ�������չ���������Է��������켼��Ϊ���������������������˺ܸߵ�Ҫ�����Ϊ�������㲿��������ҵ�ṩ���ʵIJ�Ʒ������������ȵؽ�����Ч��ͬʱ�ṩ�����������ӹ���������������Ϊ��߹�Ӧ��̽�����¿��⡣ �����꣬�����̻����з���Ʒ������ƫ����ٶȿ��Ȱ��׳�̣��ⲻ����Ϊ�����Ը��Եĵ����ص㣬�������ΪӦ���г���������ͻ�������Ҫ�����ǽ�����Ч������Ľ��֮����ͬʱ�����͵�Ӳ�ʺϽ߱��㷺ʹ�ã�CBN�����������𣩡�PCD���۾����ʯ�����ߺ��մɵ��ߵȴ�����������չˮƽ�ij�Ӳ��������������ҵ�е�Ӧ��Խ��Խ�࣬�������ʽ���ߺ��ϵ��ߵĿ�������Ϊҵ�ں�����ߵĽ��֮����һ�Ѹ��ϵ���ͨ����������ֻ���ֹ���ļӹ����������ڽ�����ר����ƣ��ܹ��ﵽ�뵥һ���ܵ�����ͬ�ļӹ�����ˮƽ��ʹ�ø��ϵ��ߣ��������Լ��ٻ�����������ߵ���ʹ�������������ֽ�Լ�ɱ�������Ҫ�����ܴ���������Ч�ʡ����ͬʱ������������ؼ��㲿�����켼�����ӹ����յĺ������Ľ����ڼӹ������Ͼ�������Ϊ������Ч��һ����Ч�Ľ��֮���� ���߲�Ʒ���Ƴ³��� ɽ����Ϊһ��ȫ��֪���ĵ��߹�Ӧ�̣�ͬʱҲ��һ�����칤�ռ������������ߡ�ɽ���������㲿���ӹ�������۷ḻ�����ͬʱ��Ҳʱ�̱����š���Ϊ�ͻ�ս�Ժ�����顱�������ͻ����룬Ϊ�ͻ�����ӹ�Ч�ʷ������˺ܶ�Ŭ�����з��˴�����������㲿���ӹ��ĵ��͵��ߡ�
ͼ2 ���ŷ����ܿͷ����ӹ����� ��Ϊ�����������ĺ��IJ���������ǵļӹ���Ҫ���ƺ�Ч�ĵ��߽���������ڼӹ�������������������ʱ������ȥ�����ر��ͬʱΪ�˱�֤��Ч���������ģ�ʹ�õ�Ƭ���ľ�������������ɽ�������Ƴ�����ϳ��R220.48 Double Octomill��˫����ϳ���������̾��������ݾࡢ��ݺ��ܳ����ֲ�ͬ�ݾ࣬�Է���ͻ����ݻ�������ѡ����ʵĵ��̡�˫����ϳ���ĵ�Ƭ������ǰ����ƣ�������죬������Ч�ؽ��������ġ���Ƭ����ɽ�����µ�Duratomic����ռף��Ʋ㼼������֤��Ƭ���и��ߵ����Ժ���ĥ�ԣ�ÿ����Ƭ��16�������У�������ƥ�еľ����Ժ�ͨ���ԡ� ��Ϊ����������һ��Ҫ����������������ͻ�������ϵĿ�Ҫ����кܸߵľ��ȣ�����ô��ۡ����ۡ��¿���ļӹ����գ����н¿��Ⱥ��Ѷ���ߡ�ɽ��Ϊ���Ƴ������ͽµ�X-FIX������ģ�黯�Ŀɻ���Ƭʽ�ṹ��ֱ�����Ƿ�Χ40��155mm���ܻ��IT6�����IT8�����µľ�������������dz�����ʹ�á���ͬ���͵�����ȣ�X-FIX�ij������࣬����3��5��7��9���ֳ������������˼ӹ�Ч�ʡ���ר���ĸ������������˵��ߵ���ʹ�ӹ������ȶ����Ҳ��ܳ����ȵ����ơ�������ר�������������˼ӹ��Ŀɿ��Ժ��ȶ��ԣ���ʹ����ײ����Ҳֻ��������У�����̶ȵر����˵��壬����˼ӹ��ijɱ��� ���ϵ��ߵ��ƹ�ʹ�� �������������ļӹ����ȸߣ�һ��Ҫ��ߴ羫�ȴﵽH7���ϡ����еĸ���Ҫ����ߣ������ϸ��CPKҪ��֮�������࣬��˼ӹ�ʱ��ϳ����ӹ�ʱһ��Ҫ�֡����ۣ��뾫�ۣ����ۡ������ӹ���ɡ����磬ij�ͻ���Ҫ�ӹ�һ�������壬Ϊ��Լ�ӹ�ʱ�䣬ɽ�߽��뾫�ۺ;��۸�����һ�ѵ����ϣ���ͼ1����������С������ɰ뾫�ۣ���һ���������ܵľ��۵�Ԫ��ɾ��ۣ��־��۾�����PCBN��Ƭ�������úܸߵ������ٶȼӹ���Ϊ��ýϸߵı�����ȣ����۵�Ƭ����ɽ��ר�����������м�������������˵������������ҽ������Ŀ����ԡ��õ��߿�����vc=800m/min��Fn=0.3mm/r�����������¼ӹ�������Ŀף����һ�úܸߵĵ�����������ȫ�ﵽ�˹�ģ���������������Լ������Ĺ���Ҫ�� �����������ŷ����ܿͷ�����ͬ���Ҫ��ܸߣ�Ϊ��֤�ӹ�������ɽ�߲��ø��ϵ��ߵļӹ���������ѹ���ܿͷ�����һ���Լӹ���ɡ��÷���������ͼ2��ʾ�����ܿӹ����ú���PCD���ߣ������ӹ�����PCBN��Ƭ���õ��߲��÷���ʽ��ƣ�ǰ�˵�������װ�ķ�ʽ��װ����˵����ϣ���λ���ȸߣ��н�����PCBN��Ƭ����ɽ��ר���ĸ��ٸֵ��氲װ�ں�˵����ϣ��ڵ���͵����Ϸֱ����е���װ�ã����ڵ�����Ƭ������ߴ����б�Ƕȡ����������ֽṹ֮����ĵ��ܿͷ����ļӹ�����һ�μӹ���ɣ�������˼ӹ�Ч�ʣ��ֱ�֤�˼ӹ����ȡ�
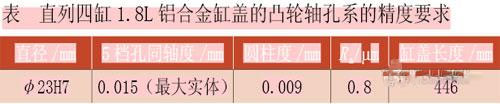
ͼ3 ɽ�ߵķDZ�ǹ�µ� �����������������кܶ���ͬһ�����ϵ�̨�ף���Щ��ͬ���Ҫ��һ��С��0.02mm��Բ����С��0.01mm��������ϸ�ijߴ羫�ȡ�����ֲڶȵ�Ҫ��Ϊ��߸����ϵ�ļӹ�Ч�ʺ;��ȣ��϶���ø��ϵ��ߵĽ����������һ�ѵ��߽����ϵ�ļӹ���Ч���������÷���������ͼ3��ʾ�����������۵�Ԫ������һ�ѵ����ϣ�һ�������ǰ������̨�ľ��ۺͺ����Բ��������ۣ��ڱ�֤���й���Ҫ���ͬʱ���������������Ч�ʡ� �ӹ����������Ӧ�� ���ϵ��ߵ�Ӧ�ÿ���ʹʵ�ʵļӹ���������Ӧ�֣����ڼӹ�������ѡ�������ʵ��ĵ���Ҳ���Դﵽ�°빦����Ч�����������ϵ�ӹ��е�ֱ���ĸ�1.8L���Ͻ��Ϊ��������ӹ�����Ҫ�������ʾ����ӹ��ѵ��ǣ���ϵ�ܳ������ͨ������̨��ת��ͷ�ӹ���ת̨��ת���ͻ����ظ���λ��������������������������趨�ӹ�����ϵ֮�����Ϊ����ʹ��ͷ�ӹ���������Ȼ�ܳ������ȶ���֤ͬ���Ҫ��һͷ�ӹ������߳����Ƚ�20�����ó�����ۡ��·���������ʵ�֡�
���õļӹ����������֣� 1. ��ר���������۵��ӹ� ͨ����ר��������֧�ŵ�����������߹��������⣬���۵��������ߵ���ʵ�ְ뾫�;��ӹ�����֤��ͬ��ȡ��˷�Ч�ʽϸߣ���ͨ���Բ�������豸��ʵ�ֱȽ����ѡ� 2. �ڼӹ�������ʹ��ɽ�߷DZ�ǹ�¼ӹ� ǹ�¹��շ�Ϊ���ѽµ��ӹ���һ���ǵ����£�һ����ǹ�¡������±Ƚ϶̣����Ժã�����ǰ��һ����һ���ɵ�ʽ�µ�Ƭ��ǹ�ºܳ���ǰ���������ɵ�ʽ�µ�Ƭ��ǰ���һ�����е�һ����Ƭ�ӹ�ֱ���ߴ��뵼���³ߴ�һ�£��ڶ�����Ƭ�dz�Ʒ�ߴ磻��Ƭ֮�������������մɵ�������һֱ���쵽����������磺�����µ�Ƭ���ɦ�22.7H7��ǹ�µ�һ��Ƭ�ߴ�ҲΪ��22.7H7���ڶ���Ƭ�ߴ�Ϊ��23H7���ӹ�ʱ�������õ����¼ӹ���һ������ף��ô˿���Ϊǹ�µĵ�һ��Ƭ��֧�ŵ���ף��ڶ���Ƭ�����������Ա�֤�ӹ��ȶ���ǹ�¾��ӹ��ڶ�����ʱ���üӹ��õĵ�һ������Ϊǹ�µ��������������մɵ�������֧�ſף��Ӷ���֤�����ȶ����Ժ�3�������ͬ����������ͨ�������Զ�λ�ķ���������˵��߸��Բ�������⣬ͬʱҲ��ֱ�֤�˸��������֮���ͬ��ȡ����ڴ˷��Թ�װҪ��ͣ����������Լӹ�������ʹ�ã�ͨ���Ժ�ǿ����˱�Խ��Խ��ij��������ܡ� �ۺ����ļ�ʱ���� ɽ�ߵ�ʹ����ͨ�������ܵIJ�Ʒ�ͷ����ṩ�����������ͻ�������Ⱥ�������߿ͻ��ľ���������ˣ��ڼӹ����պͽ���������ṩ�ϣ�ɽ����ͻ����ּ�ʱ������Ĺ�ͨ����ϸ���˽�ͻ�������������ʵ�ֿͻ�������Ч��Ŀ��Ϊ���Σ�Ϊ�ͻ��ƶ����Ż��ĵ��߽�������� 2004�������ɽ��CET��Component Engineered Tooling����Ŀ����Ϊ�ͻ�����Ͷ����Ŀ�ṩ�����ĵ��߽������������Ϊ���ͻ��������Ĺ���ʦ����CET�Ľ������ǽ������ļ۸�ȡ����ܱȾ���תΪ�г����ŵľ���������Ϊ�ͻ�������Ч����Ҫԭ��ɽ�߸��ݿͻ���ʵ�ʼӹ��ص㣬����ͻ���ͨ��֮���ṩ�����ĵ��߽�����������ṩɽ�ߵĵ��߽������ã������Ե������е��������������������ṩ�����ʳɱ�������PCA�����������CET����������ʦ��ͬ��ɽ�Կ���̣�ɽ�ߵ�ȫ�̷�����ʶ����Ч�ķ���ˮƽ��ÿͻ��ĺ����� �������㲿���Ĵ��ģ�����У��ͻ��ֳ���Ҫ���ô����ĵ���͵�Ƭ�������㲻ͣ���Ĺ�����������������ɴ˵��ִ߲�������֮���������Կͻ�������ϣ���ҵ�һ�ֽ�����Ч��;����2009��ɽ�ߵ��ߣ��Ϻ�������˾Ͷ�ʳ������Ϻ�Ӣ���ص��߹�����������˾�����������������г�����Ӧ�˶����IJ���Ϻ�Ӣ���ص��߹�����������˾���ݿͻ����������������������ṩ�����������߲ɹ�������������ĥ�������������͵ȡ����߹�����ģʽ����ͬΪ�����û�������������������̵�����·����ʹ�ͻ���������·������Ҫ�����ܼ��ٳ���Ͷ�롢����ʽ�����ɱ���ʵ�����������Ż��;��滯�� ɽ�����ԡ���Ʒ�����ȫ�����ƣ����ԡ��ͻ����⡱Ϊ��ּ���ṩ��רҵ�ļ���֧�ֺ������ʵļ�������ͬʱ����ע�ظ��ݿͻ������ϴ��£�Ϊ�ͻ��ṩ�������ĵ��߽����������ˣ������DZ����������Ǹ��ϵ�������ɽ��ʱ�����ó�ֵ�������Ӧ�Կͻ��Ա�֤�ӹ���������Լ�ӹ��ɱ��Լ���ӹ�Ч�ʵ������ṩ��ʱ��Ч���ֳ�����֧�֣�������������ҵ�γ����õĺ�������ϵ���Դﵽ˫Ӯ��Ŀ�ġ� ��Ȩ����
���ر�������������Ʒ����(�������ڵ���Ƶ��ͼƬ����Ƶ)Ϊ�û��ϴ�����������ƽ̨���ṩ��Ϣ�洢�ռ����
Notice: The content above (including the videos, pictures and audios if any) is uploaded and posted by the user , the platform merely provides information storage space services.��
|
 |��ϵ����|��������|�û�Э��|AMT��ѯ|�������|��Ա��פ|���ֳ�ֵ|�����̳�|���ֽ�������|TradExȫ��|����QQ����Ⱥ|������ҵ��|�����ż���Ⱥ|����Ͷ��|�ֻ���|
�����Ƚ����켼����̳™�����AMT™�� ����֪��™��
( ��ICP��12020441��-3 )
|��ϵ����|��������|�û�Э��|AMT��ѯ|�������|��Ա��פ|���ֳ�ֵ|�����̳�|���ֽ�������|TradExȫ��|����QQ����Ⱥ|������ҵ��|�����ż���Ⱥ|����Ͷ��|�ֻ���|
�����Ƚ����켼����̳™�����AMT™�� ����֪��™��
( ��ICP��12020441��-3 )
GMT+8, 2025-12-18 12:53 , Processed in 0.184478 second(s), 34 queries .
��̳������ �����Ƚ����켼����̳������֪���� ������������̳�������ϸ����ء��л��������簲ȫ��������������Ϣ���������ȹ�����ط��ɷ��棬�����Ƿ����ۡ��Ƿ�������Ϣ����л������
����̳���۴��������߸�������һ�Ա�����е��������ݵķ������Σ��뱾��̳�����أ���Ա���뱾��̳���۱��������л��������ɷ��棬���漰�������ۡ�ɫ�顢��Ʒ��Υ��ǹ֧���۵���Ϣһ��ɾ��������������Ϻ�Э���й�ִ�����صĵ��飬�����л�Աע�⣡
����̳��Դ�ɻ�Ա�ڱ���̳��������Ȩ����ԭ���ߣ���̳������ԴΪ��Ա����ѧϰʹ�ã������漰��ҵ��;���������غ�24Сʱɾ���������ַ�ԭ���ߵİ�Ȩ��֪ʶ��Ȩ�������Ÿ�֪�����ǽ��������������ͻظ���лл������
������ϵ: ˫��QQ�ͷ���3419347041 ����QQ�ͷ�:3500763653 �绰021-37709287 ��������Ͷ�ߣ�QQ:2969954637 ����:info@amtbbs.org �Ź��ں�:AMTBBS










{kind=link}